會員到期 18354684689
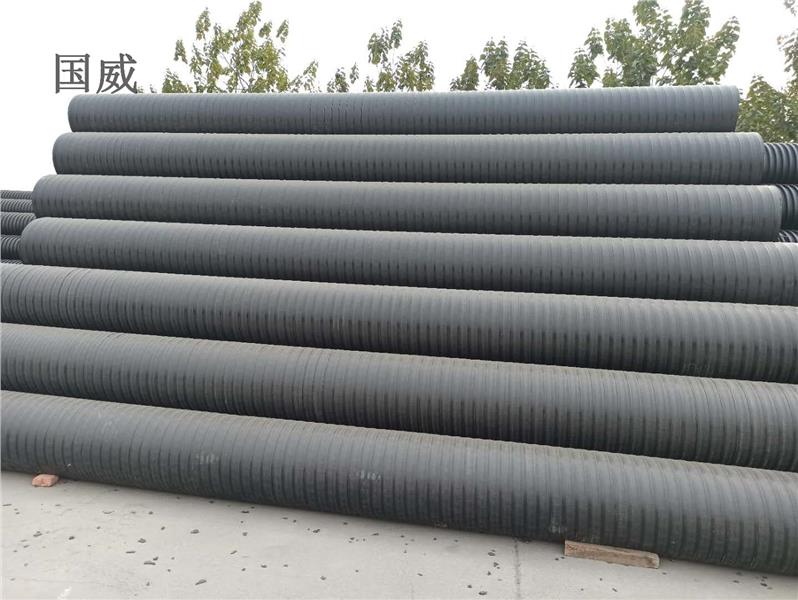
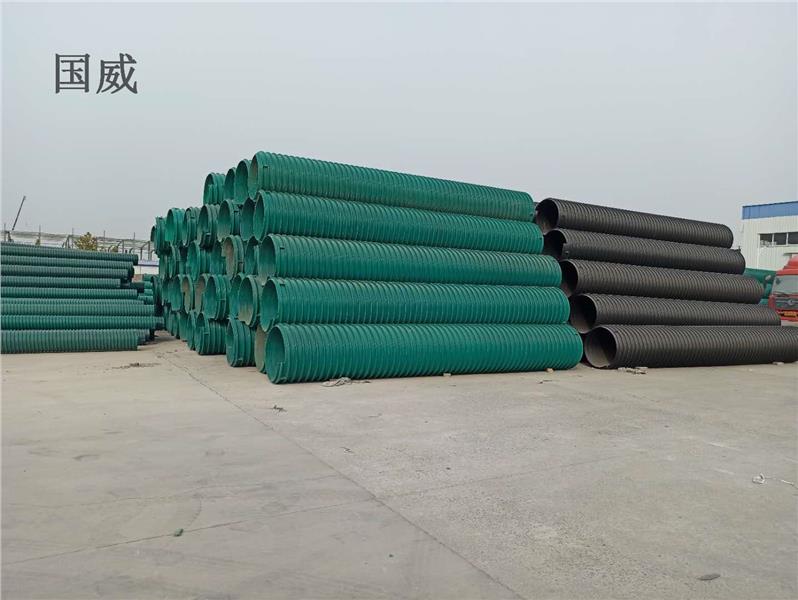
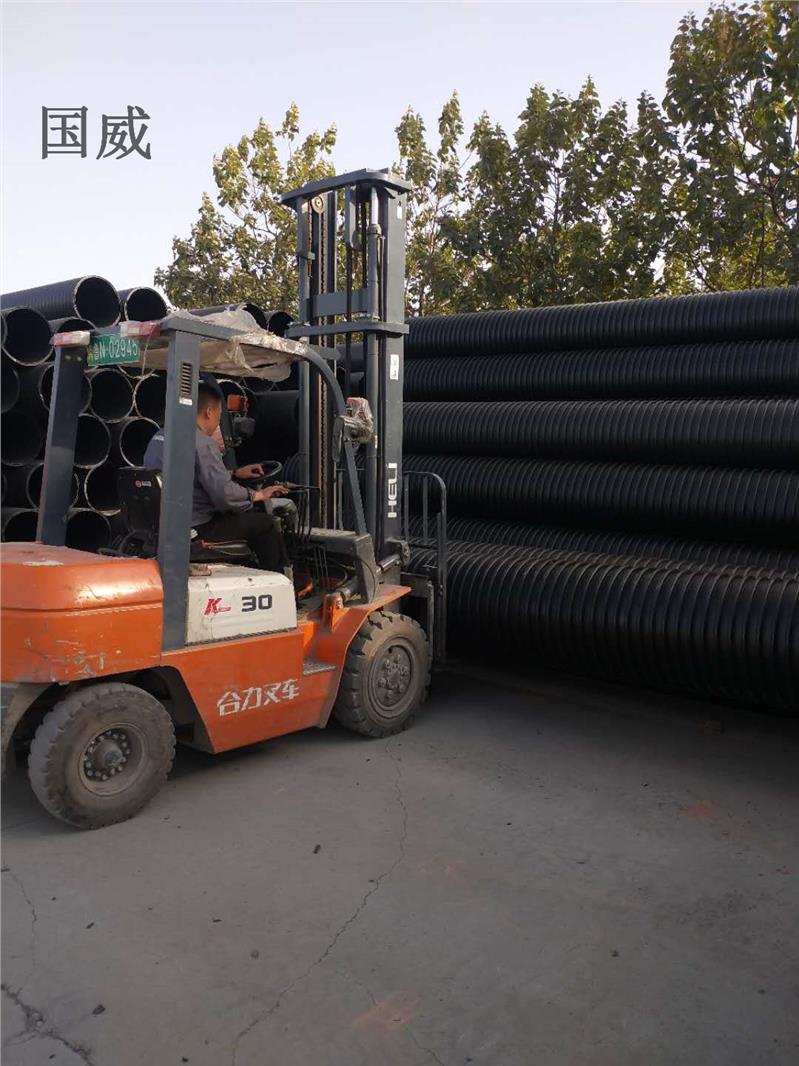
產(chǎn)品描述
產(chǎn)品推薦
您是第4165716位訪客
版權(quán)所有 ©2025-12-28 魯ICP備20007799號-3 山東國威新材料股份有限公司 保留所有權(quán)利.
手機網(wǎng)站
微信號碼
地址:會員服務到期
聯(lián)系人:會員服務到期
微信帳號:會員服務到期